
KNOWLEDGE
еуНШ§ОЋЗЇУХгаЯоЙЋЫО
ПЭЗўЃК0577-67376463
ДЋецЃК0577-67989518
ЕижЗЃКеуНЪЁгРМЮЯиъБББКЭЖўЙЄвЕЧј
ЗЇУХжЊЪЖ
ЕїНкЗЇПижЦЗНЪНМАИФНј
ЪБМфЃК2016/7/28РДдДЃКwww.cnsjfm.comзїепЃКШ§ОЋЗЇУХ
БОЮФНсКЯЙњФкЖрзљДѓаЭИпТЏСЯСїЕїНкЗЇЪЕМЪПижЦОбщвдМАзюаТЗЂеЙЧїЪЦКЭММЪѕЃЌЪзЯШНщЩмгЩвКбЙБШР§ЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇПижЦЗНЗЈЁЂВпТдМАОбщЃЌШЛКѓНщЩмвЛжжгЩвКбЙЫХЗўЗЇЧ§ЖЏЕФаТаЭСЯСїЕїНкЗЇЯЕЭГЃЌИУЯЕЭГОпгаЖЏЬЌЯьгІЬиадКУЁЂПижЦОЋЖШИпЁЂЮШЖЈадКУЕШЬиЕуЃЌвбдкЙњФкФГДѓаЭИпТЏЩЯГЩЙІгІгУЃЌГѕВННтОіСЫИпТЏПижЦжаЕФетвЛФбЬтЁЃ
1 ЛљгкБШР§ЗЇЕФСЯСїЕїНкЗЇПижЦЯЕЭГ
ФПЧАЙњФкДѓЁЂжааЭИпТЏДѓЖМВЩгУPWЙЋЫОХфЬзЬсЙЉЕФСЯСїЕїНкЗЇМАЧ§ЖЏзАжУЃЌИУСЯСїЕїНкЗЇгЩвКбЙБШР§ЗЇЕїНкЧ§ЖЏЃЌВЩгУПЊЙиСПЕФИпЫй/ЕЭЫйКЭЭЃжЙаХКХЖдСЯСїЕїНкЗЇНјаагаМЖЫйЖШПижЦЁЃе§ЪЧPWЙЋЫОетжжВЛКЯРэЕФХфжУЃЌЪЙЕУдкЪЕМЪЙЄГЬгІгУжаЪЕЯжЖдСЯСїЕїНкЗЇЕФПЩПППижЦГЩЮЊСЫвЛДѓФбЬтЁЃЮЊСЫНтОіетвЛФбЬтЃЌЮвУЧдкЙЄГЬЪЕМљжаОЙ§ЗДИДбаОПКЭЪЕбщЃЌзмНсГіСЫвЛжжЧАРЁМгздЪЪгІЕФПижЦЗНЪНЃЌЛљБОЩЯНтОіСЫгЩБШР§ЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇЕФПижЦКЭПЩППадФбЬтЁЃ
1.1 СЯСїЕїНкЗЇдЫЖЏЙ§ГЬЗжЮі
СЯСїЕїНкЗЇПижЦЕФИљБОашЧѓЪЧдкБЃжЄЦфИпЫйдЫааЕФЧщПіЯТШЗБЃЦфЮЛжУПижЦЕФОЋШЗЖШКЭПЩППадЃЌЮЊЫЕУїСЯСїЕїНкЗЇЕФПижЦдРэКЭЗНЗЈЃЌЮвУЧгаБивЊЯШЖдСЯСїЕїНкЗЇЕФдЫЖЏМАЭЃжЙЙ§ГЬНјааЗжЮіЁЃ
ЭМ1ЫљЪОЮЊPWЙЋЫОЬсЙЉЕФИпТЏТЏЖЅСЯСїЕїНкЗЇЕФЫйЖШЖЏЬЌЯьгІЧњЯпЁЃ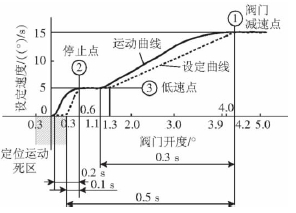
ЭМ1 PWСЯСїЕїНкЗЇЫйЖШЬиадЧњЯп
ДгЭМ1ПЩжЊЃЌдкРэЯыЧщПіЯТЃЌвЊдкИпЫйЪБзМШЗЭЃжЙСЯСїЕїНкЗЇЃЌашвЊВЩШЁвдЯТВНжшЃК
ЃЈ1ЃЉдквЛИідЄЖЈМѕЫйНЧЖШδjЗЂГіСЯСїЕїНкЗЇгЩИпЫйзЊЛЛЮЊЕЭЫйжИСюЃЌгЩЭМ1ПЩвдПДГіЃЌжИСюЗЂГідМ0.3sКѓЃЌСЯСїЕїНкЗЇдЫЖЏЫйЖШгЩ15ЃЈ°ЃЉ/sЯТНЕЕН5ЃЈ°ЃЉ/sЃЌетЦкМфЗЇУХдЫЖЏЕФПЊЖШЃЈЗЇУХМѕЫйЙпадНЧδhtjЃЉДѓдМЮЊЃЈ15Ѓ5ЃЉ/2×0.3=1.5°ЁЃ
ЃЈ2ЃЉОЙ§вЛЖЮЪБМфЕФЫйЖШЮШЖЈЦкЃЈЯьгІЧњЯпЩЯдМЮЊ0.1sЃЉЃЌЗЇУХЫйЖШЮШЖЈдк5ЃЈ°ЃЉ/sЃЌИУЖЮЪБМфСЯСїЕїНкЗЇдЫааНЧЖШЃЈЗЇУХЛњаЕЙпадЭЃГЕНЧδltjЃЉДѓдМЮЊ0.5°ЁЃ
ЃЈ3ЃЉЫйЖШЮШЖЈКѓЃЌдкОрРыЭЃГЕНЧЖШЮЊδtЪБИјГіЭЃжЙжИСюЃЈЫйЖШИјЖЈжЕБфЮЊ0ЃЈ°ЃЉ/sЃЉЃЌЗЇУХДѓдМОЙ§дМ0.2sКѓЭЃжЙЃЌИУЖЮЪБМфСЯСїЕїНкЗЇдЫааНЧЖШдМЮЊЃЈ5/2ЃЉ×0.2=0.5°ЁЃ
гЩДЫПЩжЊЃЌвЊШЗБЃСЯСїЕїНкЗЇЕФзМШЗЭЃГЕЃЌШЗЖЈКЯЪЪЕФМѕЫйНЧЖШδjКЭЭЃГЕНЧЖШδtЪЎЗжживЊЁЃ
1.2 ЧАРЁПижЦ
ЫљЮНЖдСЯСїЕїНкЗЇЭЃжЙЙ§ГЬЕФЧАРЁПижЦОЭЪЧдкЦфЭЃжЙПижЦЙ§ГЬжав§ШывЛИіКЯЪЪЕФМѕЫйНЧЖШδjКЭЭЃжЙНЧЖШδtЃЌЭЈЙ§ЖдетСНИіНЧЖШЕФПижЦДяЕНЖдСЯСїЕїНкЗЇПЊЖШзМШЗПижЦЕФФПЕФЁЃ
гЩгкУПИіИпТЏСЯСїЕїНкЗЇЯЕЭГКЭвКбЙЯЕЭГЕФЬиадЁЂИпТЏПижЦЯЕЭГМАЭЈаХЗНЪНВЛОЁЯрЭЌЃЌвђДЫЦфСЯСїЕїНкЗЇЕФМѕЫйНЧЖШδjКЭЭЃжЙНЧЖШδtвВВЛОЁЯрЭЌЁЃдкЪЕМЪЙЄГЬЩшМЦжаЃЌПЩвдИљОнГЇМвЬсЙЉЕФСЯСїЕїНкЗЇЬиадЧњЯпЁЂИпТЏПижЦЯЕЭГЩЈУшЫйЖШвдМАНЧЖШМьВтЯЕЭГЕФЭЈаХЫйЖШЕШдЄЫуГівЛИіжЕЃЌШЛКѓдкЯжГЁЕїЪджаЭЈЙ§ЯжГЁЪЕбщЖдНЧЖШМгвдаЃе§ЁЃ
δjЭЈГЃПЩгЩЪНЃЈ1ЃЉЧѓГіЃК
ЃЈ1ЃЉ
ЪНжаЃЌδhtfЮЊСЯСїЕїНкЗЇИНМгМѕЫйНЧЃЌПМТЧИїжжбгЪБвђЫиШЗЖЈЃЌδhtf≈ЃЈ2TS+TtiЃЉV1ЃЌЦфжаЃЌTSЮЊПижЦЦїЩЈУшЪБМфЃЌmsЃЌTtiЮЊБрТыЦїНгПкбгЪБЪБМфЃЌmsЃЌV1ЮЊЗЇУХЕЭЫйдЫЖЏГѕЪМЫйЖШЃЌЃЈ°ЃЉ/sЃЛδhswЮЊМѕЫйЮШЖЈНЧЃЌЙЄГЬжаашИљОнЯжГЁЪЕМЪЧщПіЕїећЖјЖЈЃЌЭЈГЃЕїећЮЊ3°зѓгвЁЃзюМбМѕЫйНЧашвЊдквдЩЯМЦЫуНЧЖШЕФЛљДЁЩЯИљОнЪЕМЪЕїећШЗЖЈЁЃ
δtЭЈГЃПЩгЩЪНЃЈ2ЃЉЧѓГіЃК
ЃЈ2ЃЉ
ЪНжаЃЌδmЮЊБОДЮЩшЖЈЭЃжЙНЧЃЛδltfЮЊСЯСїЕїНкЗЇИНМгЭЃГЕНЧЃЌПМТЧИїжжбгЪБвђЫиШЗЖЈЁЃЪЕМЪЕїЪджаЃЌПМТЧИїжжзлКЯвђЫиКѓЃЌвЛАуШЁδltj+δltfдк3°зѓгвЁЃ
ВЩгУЧАРЁПижЦЗНЪНКѓЃЌСЯСїЕїНкЗЇдкЛњаЕМАвКбЙЯЕЭГЙЄзїе§ГЃЁЂЙЄзїзДЬЌЮШЖЈЕФЧщПіЯТЛљБОФмЙЛБЃжЄ0.1°зѓгвЕФПижЦОЋЖШЁЃЕЋИпТЏЭЖВњКѓЃЌЫцзХЪБМфЕФЭЦвЦЃЌЗЇУХЕФЛњаЕМАвКбЙЯЕЭГЬиадНЋЗЂЩњвЛЖЈЕФБфЛЏЃЌетжжБфЛЏНЋЪЙПижЦВњЩњЯргІЕФЮѓВюЁЃ
1.3 здЪЪгІЗжЖЮЯпадВхжЕЗЈПижЦЃл1Ѓн
ЮЊНтОігЩЛњаЕЬиадИФБфЖјгАЯьПижЦОЋЖШЕФЮЪЬтЃЌЮвУЧдкЧАРЁПижЦЕФЛљДЁЩЯгждіМгСЫвЛжжБЛГЦЮЊ“здЪЪгІПижЦЕФЗжЖЮЯпадВхжЕЗЈ”ЕФПижЦЫуЗЈЁЃИУПижЦРэФюАќКЌСЫ2жжПижЦЗНЪНЃКЪзЯШЪЧАбВЩгУСЫЧАРЁПижЦЗНЪНЕФСЯСїЕїНкЗЇЯЕЭГПДзіЪЧвЛИіКкЯЛзгЃЌвРОнКкЯЛзгЪфШы/ЪфГіжЎМфЕФЙиЯЕНЈСЂЯргІЕФПижЦФЃаЭЃЛШЛКѓдкПижЦФЃаЭЕФЛљДЁЩЯВЩгУздЪЪгІПижЦЖдгЩгкЛњаЕЬиадИФБфЕШвђЫиВњЩњЕФПижЦЮѓВюНјааЖЏЬЌВЙе§ЁЃ
1.3.1 ЗжЖЮВхжЕЗЈ
дкЙЄГЬЪЕМЪжаЮвУЧОГЃЛсгіЕНетбљвЛжжЧщПіЃКЖдгкФГИіПижЦЖдЯѓЃЌЦфИїжжПижЦВЮЪ§жЎМфДцдкФГжжКЏЪ§y=fЃЈxЃЉЙиЯЕЃЌЮвУЧЫфШЛжЊЕРЦфдквЛЖЈЗЖЮЇФкПЯЖЈгаНтЃЌЕЋШДКмФбЛђевВЛЕНЦфШЗЖЈЕФКЏЪ§ЙиЯЕЃЌжЛФмЭЈЙ§ЯжГЁЪЕбщЕУЕНxiгыyiЕФЖдгІЙиЯЕСаБэКЏЪ§ЁЃ
ЖдгквдЩЯЮЪЬтПЩВЩгУЖржжЗНЗЈЧѓГіЖдгІКЏЪ§ЙиЯЕЕФНтЃЌЦфжаНЯЮЊМђЕЅЪЕгУЕФЗНЗЈОЭЪЧ“ЗжЖЮВхжЕЗЈ”ЁЃЗжЖЮВхжЕЗЈОЭЪЧгУФГжжМђЕЅЁЂвбжЊЕФКЏЪ§pЃЈxЃЉЃЌдквЛЖЈЗЖЮЇФкНќЫЦЕиБэДяФГвЛЮДжЊЕФБэКЏЪ§fЃЈxЃЉЃЌЭЈЙ§ЖдвбжЊНќЫЦКЏЪ§pЃЈxЃЉЕФЧѓНтЃЌОЭФмНќЫЦЕиЧѓГіЮДжЊКЏЪ§fЃЈxЃЉЕФНтЁЃПЩНЋЬцДњКЏЪ§pЃЈxЃЉПДзіШчЯТЕФвЛНзЯпадКЏЪ§
ЃЈ3ЃЉ
гУЯпадКЏЪ§ЃЈ3ЃЉЬцДњКЏЪ§fЃЈxЃЉЪБЃЌжЛвЊжЊЕРБэКЏЪ§fЃЈxЃЉжаЕФШЮвтСНЕуЃЈxnЃЌynЃЉЃЌЃЈxn+1ЃЌyn+1ЃЉОЭПЩгУвдЯТВхжЕЗЈЙЋЪНЃЌНќЫЦЕиЧѓГіЃЈxnЃЌynЃЉЃЌЃЈxn+1ЃЌyn+1ЃЉжЎМфЕФШЮКЮЕужЕЁЃ
ЃЈ4ЃЉ
гЩДЫПЩМћЃЌБэКЏЪ§fЃЈxЃЉЕФЖдгІЙиЯЕЕуЃЈxnЃЌynЃЉдНЖрЃЌгЩЪНЃЈ4ЃЉЫљЧѓЕУЕФНќЫЦжЕyЕФОЋЖШвВОЭдНИпЁЃ
1.3.2 ПижЦЕФЪЕЯж
НЈСЂСЯСїЕїНкЗЇПижЦФЃаЭОЭЪЧвЊевГіСЯСїЕїНкЗЇЩшЖЈПЊЖШαsгыЪЕМЪПЊЖШαaжЎМфЕФЙиЯЕЁЃЮЊДЫЪзЯШвЊдкСЯСїЕїНкЗЇЕФгааЇПижЦНЧЖШФкЃЈЭЈГЃЮЊ0ЁЋ60°ЃЉВтГівЛзщЩшЖЈПЊЖШαsгыЪЕМЪПЊЖШαaжЎМфЕФСаБэКЏЪ§ЃЌШЛКѓНЋИУСаБэКЏЪ§ФтКЯГЩКЏЪ§αs=fЃЈαaЃЉЃЌДгЖјЕУЕНСЯСїЕїНкЗЇПижЦФЃаЭЁЃ
вРОнСЯСїЕїНкЗЇашвЊЕФЪЕМЪПЊЖШαaдкФЃаЭСаБэКЏЪ§жаевЕНαsЃЌШчЙћУЛгагыЪЕМЪПЊЖШЯрЗћКЯЕФЕуЪБЃЌПЩЯШевГігыαaЯрСкЕФСНЕуαaгыαaЃЌШЛКѓЖЈПЊЖШαsЃЌВЂвдЦфзїЮЊПЊЖШЩшЖЈжЕЖдСЯСїЕїНкЗЇНјааПижЦЁЃ
ЮЊСЫаое§ПижЦЮѓВюЃЌПижЦГЬађМЧТМСЯСїЕїНкЗЇБОДЮЕФЩшЖЈПЊЖШαsвдМАЪЕМЪПЊЖШαaЃЌВЂЕУЕНЃЈαsЃЌαaЃЉЕФЙиЯЕЪ§ОнЁЃБШНЯαsгыαaЃЌШчЙћЦфВюжЕДѓгкЩшЖЈЕФПижЦЮѓВюЃЈР§Шч0.2°ЃЉЧвШнаэаоИФПижЦФЃаЭЪ§ОнЪБЃЌПижЦГЬађНЋгУαaЬцДњдФЃаЭСаБэКЏЪ§жаЕФЖдгІжЕЃЌДгЖјЭъГЩСЯСїЕїНкЗЇПЊЖШОЋЖШПижЦЕФ“здЪЪгІПижЦ”Й§ГЬЁЃ
ЯжГЁЪЕМЪгІгУБэУїЃКдкЧАРЁПижЦЕФЛљДЁЩЯВЩгУздЪЪгІПижЦЗНЪНКѓЃЌСЯСїЕїНкЗЇЕФПижЦЭЈГЃЖМФмШЁЕУБШНЯТњвтЕФНсЙћЃЌПижЦОЋЖШвЛАудк0.1°зѓгвЃЌЛљБОЩЯБЃжЄСЫСЯСїЕїНкЗЇЕФГЄЦкЮШЖЈЙЄзїЁЃ
2 ЛљгкБШР§ЗЇЕФСЯСїЕїНкЗЇПижЦЯЕЭГДцдкЕФШБЯн
ЃЈ1ЃЉПижЦЯЕЭГЕФЮШЖЈадВю
“здЪЪгІПижЦЕФЗжЖЮЯпадВхжЕЗЈ”ЫфаЇЙћНЯКУВЂдкЭЈГЃЧщПіЯТФмПЩППЮШЖЈЙЄзїЃЌЕЋЕБЯЕЭГВЛЮШЖЈЁЂБфЛЏУЛгаЙцТЩЪБЃЌБШШчЃКгЩвКбЙЯЕЭГЙЪеЯдьГЩЯЕЭГбЙСІЮоЙцТЩБфЛЏЪБНЋЪЙЦфФбвде§ГЃЙЄзїЁЃ
ЃЈ2ЃЉФбвдТњзуЖЏЬЌЕїНкЕФашвЊ
гаЪЕбщжЄУїЃл2ЃнЃЌдкИпТЏВМСЯЙ§ГЬжаЃЌЖдгІгкКуЖЈЕФПЊЖШНЧαЃЌВМСЯЕФСЯСїСПQВЛЪЧКуЖЈЕФЁЃQКЭСЯХњжЪСПPЁЂСЯЕФСЃЖШDЁЂБШжиρЁЂСЯЙожаЕФСЯСПWЕШжЎМфЕФЙиЯЕПЩНќЫЦгУЪНЃЈ5ЃЉРДУшЪіЃК
ЃЈ5ЃЉ
ЪНжаЃЌЕБЧАВМСЯЕФPЃЌDЃЌρвЛЖЈЃЌВМСЯЙ§ГЬжажЛгаWБфЛЏЃЌВМСЯЙ§ГЬжавЊБЃжЄКуЖЈЕФQОЭвЊИФБфαЁЃQБфЛЏЧњЯпДѓжТШчЭМ2ЫљЪОЃл2ЃнЁЃ
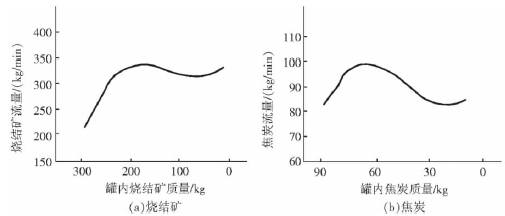
ЭМ2 СЯЙожаЪЃгрСЯСПгыСЯСїСПЕФЙиЯЕ
вЊБЃжЄQВЛБфЃЌОЭашАДееЭМ2ЧњЯпБфЛЏЙцТЩЕїНкαЃЌбаОПБэУїЃЌЦфЕїНкНЧЖШвЛАудк±2°зѓгвЁЃДЋЭГБШР§ЗЇЖЏЬЌЯьгІЬиадВюЃЌМДЪЙдк5ЃЈ°ЃЉ/sЕФЕЭЫйЧщПіЯТЃЌвЊНјаа±2°ЕФЖЏЬЌЕїНквВЪЎЗжРЇФбЁЃ
ЃЈ3ЃЉЖдПижЦЯЕЭГвЊЧѓБШНЯИп
СЯСїЕїНкЗЇгаИпЁЂЕЭСНИідЫааЫйЖШЃЌИпЫйЪБЃЌЦфдЫааЫйЖШВЛаЁгк15ЃЈ°ЃЉ/sЃЌЕЭЫйЪБЮЊ5ЃЈ°ЃЉ/sЁЃШчЙћЮвУЧМйЩшПижЦЯЕЭГI/OНгПкАхИќаТЫйЖШзуЙЛПьЃЌЭЌЪБКіТдБрТыЦїЪ§ОнЭЈЙ§змЯпДЋЪфЕФбгГйЕШвђЫиЃЌЕБПижЦОЋЖШвЊЗжБцГіВЛДѓгк±0.2°ЕФНЧЖШЪБЃЌЦфЩЈУшжмЦкгІЮЊЃК
ИпЫйЪБ TS≤ЃЈ0.2/15ЃЉ×1000=13ЃЈmsЃЉ
ЕЭЫйЪБ TS≤ЃЈ0.2/5ЃЉ×1000=40ЃЈmsЃЉ
гЩДЫПЩМћЃЌЮЊБЃжЄПижЦЯЕЭГФмЗжБцГі±0.2° ЕФПижЦОЋЖШЃЌзюЩйвЊЧѓЯЕЭГCPUЩЈУшжмЦкВЛДѓгк40msЃЌШчЙћПМТЧЕНЦфЫћвђЫиЃЌдђжмЦкЭЈГЃгІВЛДѓгк20msЁЃетИјИпТЏПижЦЯЕЭГЬсГіСЫвЛЖЈЕФХфжУвЊЧѓЁЃЕБВЩгУВЛЭЌЕФПижЦЯЕЭГЪБЃЌгЩгкЯЕЭГадФмВЛЭЌЃЌЖдСЯСїЕїНкЗЇЕФПижЦаЇЙћОЭЛсгавЛЖЈгАЯьЁЃ
ЮЊСЫПЫЗўЩЯЪіШБЕуЃЌжавБШќЕЯЙЄГЬММЪѕгаЯоЙЋЫОПЊЗЂГіСЫЛљгквКбЙЫХЗўЗЇПижЦЕФСЯСїЕїНкЗЇПижЦЯЕЭГЁЃ
3 ЛљгкЫХЗўЗЇЕФСЯСїЕїНкЗЇПижЦЯЕЭГ
3.1 ЫХЗўЗЇЬиад
вКбЙЫХЗўЗЇЖЏЬЌЯьгІЫйЖШПьЁЂПижЦОЋЖШИпЃЌжЎЧАБЛЙуЗКгІгУгкдўЛњЕФбЙЯТПижЦЕШвЊЧѓИпОЋЖШЁЂПьЫйЯьгІЕФГЁКЯжаЁЃЭМ3ИјГіСЫЫХЗўЗЇКЭБШР§ЗЇЕФЯьгІЧњЯпЁЃ
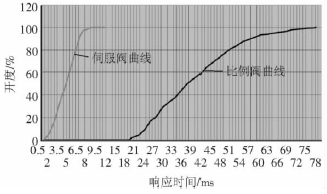
ЭМ3 ЫХЗўЗЇКЭБШР§ЗЇЯьгІЧњЯп
ЭЈЙ§ЗжЮіПЩЕУЕНШчЯТНсТлЃК
ЃЈ1ЃЉБШР§ЗЇЖдНздОаХКХЕФЯьгІбгГйЪБМфдМЮЊ20msЃЌЫХЗўЗЇдМЮЊ0.5msЃЌвђЖјЫХЗўЗЇЖдЪфШыаХКХЕФСщУєЖШдМЮЊБШР§ЗЇЕФ40БЖЃЛ
ЃЈ2ЃЉБШР§ЗЇЖдНздОаХКХЕФЯьгІДг0ЁЋ100%гУЪБДѓдМЮЊ80msЃЌЖјЫХЗўЗЇгУЪБДѓдМЮЊ9msЃЌвђЖјЫХЗўЗЇЕїНкЫйЖШдМЮЊБШР§ЗЇЕФ9БЖЃЛ
ЃЈ3ЃЉЫХЗўЗЇЖЏЬЌЯьгІЫйЖШдМЮЊБШР§ЗЇЕФ7БЖЁЃ
гЩвдЩЯНсТлЕУжЊЃЌЫХЗўЗЇдкЫРЧјЁЂЖЏЬЌЯьгІКЭПьЫйЕїНкЗНУцНЯБШР§ЗЇИќОпгагХЪЦЁЃ
3.2 гВМўзщГЩ
ЮвУЧВЩгУИпТЏжїПиPLCЖдСЯСїЕїНкЗЇЯЕЭГНјааПижЦЃЌЦфЯЕЭГПђЭМШчЭМ4ЫљЪОЃЌЭМжа1ЮЊPLCПижЦЦїБОЬхЃЌвЊЧѓPLCЕФCPUВЩгУДјИЁЕудЫЫуЕЅдЊЕФ32bДІРэЦїЃЌЦфе§ГЃЩЈУшжмЦкВЛДѓгк20msЃЌДгЖјШЗБЃбИЫйзМШЗЕиЖдЫХЗўЗЇНјааПижЦЃЛ2ЮЊПижЦЦїЕчдДНгПкЃЌАќРЈЭтВПЪфШыЕчдДНгПквдМАПижЦЦїЖдЭтЙЉЗЇУХЗХДѓЦїАхКЭБрТыЦїЕШЭтВПЩшБИЙЉЕчЕФЕчдДНгПкЃЛ3ЮЊPLCЪфГіЕФЫйЖШПижЦжИСюМАЫХЗўЗЇЗЇаОЮЛвЦЗДРЁЕФФЃФтСПаХКХНгПкЃЈДЫФЃФтСПНгПкВЩгУИпЫйФЃПщЃЉЃЛ4ЮЊСЯСїЕїНкЗЇЗЇЮЛМьВтБрТыЦї7КЭ8гыPLCжЎМфЭЈаХЕФИпЫйЭјТчНгПкЃЛ6ЮЊгЩвКбЙЫХЗўЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇЃЌЦфПЩИљОнжїПиЯЕЭГЪфГіЕФ4ЁЋ20mAПижЦаХКХЖдЗЇУХНјааЫйЖШПижЦЃЌЭЌЪБПЩИљОнашвЊЃЌНЋЗЇаОЮЛвЦаХКХЗДРЁЕНжїПиЯЕЭГЁЃ
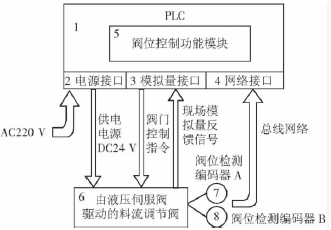
ЭМ4 ЫХЗўЗЇПижЦЯЕЭГЙЙГЩПђЭМ
гЩЭМ4ПЩвдПДЕНЃЌИУПижЦЯЕЭГОпгаПьЫйЁЂИпОЋЖШПижЦЫљашЕФИпЫйПижЦЦїКЭИпЫйаХКХНгПкЃЌПЩЖдИїжжаХКХКЭПижЦГЬађНјааИпЫйДІРэЁЃЯЕЭГЖдЭтНгПкВЩгУСЫЭјТчЗНЪНЃЌФмЙЛЗНБуЁЂПьЫйЕиНЋИїжжаХКХЭЈЙ§ЭјТчЫЭЕНПижЦЯЕЭГЁЃ
3.3 ПижЦШэМў
ЭМ4жаЕФ5ЮЊСЯСїЕїНкЗЇЮЛПижЦФЃПщЃЌИУФЃПщЮЊСЯСїЕїНкЗЇПижЦЕФКЫаФПижЦФЃПщЃЌЦфЬиЕуЪЧФмЙЛдкЛљБОВЛВњЩњГЌЕїЕФЧщПіЯТЖдСЯСїЕїНкЗЇНјааПьЫйЁЂОЋШЗЕФЖЈЮЛКЭЮЛжУИњЫцПижЦЁЃИУПижЦФЃПщНЋСЯСїЕїНкЗЇПЊЖШПижЦЙ§ГЬЗжЮЊСНИіНзЖЮЃКЕк1НзЖЮЮЊЧ§ЖЏСЯСїЕїНкЗЇИпЫйПЊЦєНзЖЮЃЌдкИУНзЖЮжаЃЌФЃПщНЋИљОнСЯСїЕїНкЗЇЕФЪЕМЪПЊЖШКЭЩшЖЈПЊЖШжЎМфЕФЙиЯЕЃЌВњЩњвЛИіИпЫйПЊЦєаХКХЪЙСЯСїЕїНкЗЇПьЫйПЊЦєЃЌЕБСЯСїЕїНкЗЇОрФПБъжЕаЁгквЛЖЈЪ§жЕКѓЖдСЯСїЕїНкЗЇЕФПижЦдђНјШыЕк2НзЖЮЃЛдкЕк2НзЖЮжаЃЌдкФЃПщЫуЗЈЕФПижЦЯТЃЌЗЇУХЫйЖШЫцФПБъЕФНгНќЖјМѕаЁЃЌЕБПЊЖШаЁгкЩшЖЈЮѓВюКѓЃЌСЯСїЕїНкЗЇНјШыЖдЩшЖЈжЕЕФИњЫцзДЬЌЁЃИУПижЦФЃПщОпгаПижЦОЋЖШИпЃЌЗЇУХЯьгІЫйЖШПьЧвВЛЪмЗЇУХЛњаЕЬиадКЭвКбЙЯЕЭГЬиадБфЛЏгАЯьЕШЬиЕуЃЌФмЙЛБЃжЄЯЕЭГГЄЦкЁЂПЩППЕиЙЄзїЁЃ
3.4 ПижЦаЇЙћ
ЭМ5ЪЧдкЙњФкФГДѓаЭИпТЏЩЯВЩгУЕФЫХЗўЗЇПижЦЯЕЭГЕФСЯСїЗЇЖЏзїЧњЯпЭМЁЃгЩЭМ5ПЩвдПДГіЃК
ЃЈ1ЃЉСЯСїЕїНкЗЇЩшЖЈПЊЖШНЧЖШЮЊ46.5°ЃЌгЩЫХЗўЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇгЩЖЏзїжИСюЗЂГіЕНЗЇУХПЊЕН46.305°ЃЈВЛДѓгкЙЄвевЊЧѓ0.2°ЕФПижЦОЋЖШЃЉЫљКФЗбЕФЪБМфдМЮЊ2.2sЁЃЖјДЋЭГЕФгЩБШР§ЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇЭЈГЃашвЊ4sвдЩЯЁЃгЩДЫПЩМћЃЌгЩЫХЗўЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇЕїНкЫйЖШЪЧБШР§ЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇЕїНкЫйЖШЕФ1.8БЖЁЃ
ЃЈ2ЃЉгЩЫйЖШЩшЖЈЧњЯпПЩвдПДЕНЃЌдкСЯСїЕїНкЗЇПЊЕФЙ§ГЬжаЃЌПЊЪМЫйЖШЩшЖЈЮЊзюДѓжЕЃЌЗЇУХЮЊШЋЫйПЊЃЌЕБЗЇУХПЊЕНвЛЖЈНЧЖШЃЈгЩФЃПщЫуЗЈМЦЫуИјЖЈЃЉКѓЃЌЫйЖШЩшЖЈдкПижЦФЃПщЕФПижЦЯТПьЫйЯТНЕЕНвЛИіНЯаЁЕФжЕЃЌДгЖјЪЙСЯСїЕїНкЗЇПьЫйМѕЫйЃЌШЛКѓТ§ЫйИњЫцЩшЖЈЫйЖШЕФЖЏзїзДЬЌЃЌгЩДЫБЃжЄСЫЗЇУХЖЏзїЙ§ГЬЕФПьЫйадЁЂзМШЗадКЭПЩППадЁЃ

ЭМ5 гЩвКбЙЫХЗўЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇПижЦаЇЙћ
4 НсТл
гЩЩЯУцЕФТлЪіЮвУЧЕУГіНсТлЃКИУПижЦЯЕЭГЮоТлдкдЫЖЏЫйЖШЁЂПижЦСщУєЖШЁЂПижЦОЋЖШКЭПЩППадЕШЗНУцОљБШЛљгкБШР§ЗЇЕФСЯСїПижЦЯЕЭГгаНЯДѓгХЪЦЃЌгУгкПижЦИпТЏСЯСїЕїНкЗЇЭъШЋПЩвдТњзуЙЄвеПьЫйЁЂОЋШЗЕФПижЦвЊЧѓЁЃ
гЩвКбЙЫХЗўЗЇЧ§ЖЏЕФСЯСїЕїНкЗЇМАЦфПижЦЯЕЭГвбгк2009ФъдкЙњФкФГДѓаЭИпТЏЩЯЕУЕНСЫгІгУЃЌЦфПьЫйадЁЂОЋШЗЖШКЭЮШЖЈадЕШЗНУцОљШЁЕУСЫНЯКУаЇЙћЁЃЮвУЧНЋМЬајЖдЫХЗўЗЇПижЦЯЕЭГНјааНјвЛВНЕФбаОПКЭЪЕМљЃЌвдЪЕЯжИпТЏКуСїСПВМСЯЕФвЊЧѓЁЃ
ВЮПМЮФЯзЃК
Ѓл1ЃнРзжйЯЭЃЎгУ“ДјздЪЪгІПижЦЕФЗжЖЮЯпадВхжЕЗЈ”ЪЕЯжСЯСїЕїНкЗЇЕФОЋШЗПижЦЃлJЃнЃЎИжЬњММЪѕЃЌ2002ЃЈ3ЃЉЃК37-40ЃЎ
&nbs